




厂传动齿轮滚刀是按齿轮啮合基本原理加工产品工件齿型的一种展成数控刀片,它等同于一个齿数非常少,螺旋角非常大的锥齿轮其容貌呈蜗杆状,两边刃口是前边与侧铲表面的交线,它理应遍布在蜗杆螺旋式表面上,这一蜗杆称之为滚刀的基本上蜗杆。

其它刀具材料:(1)陶瓷刀具:是以氧化铝(Al2O3)或以氮化硅(Si3N4)为基体,再添加少量金属,在高温下烧结而成的一种刀具材料。一般适用于高速下精细加工硬材料。一些新型复合陶瓷刀也可用于半精加工或粗加工难加工的材料或间断切削。陶瓷材料被认为是提高生产率的最有希望的刀具材料之一。(2)人造金刚石:它是碳的同素异形体,是目前最硬的刀具材料,显微硬度达10000HV。

般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。
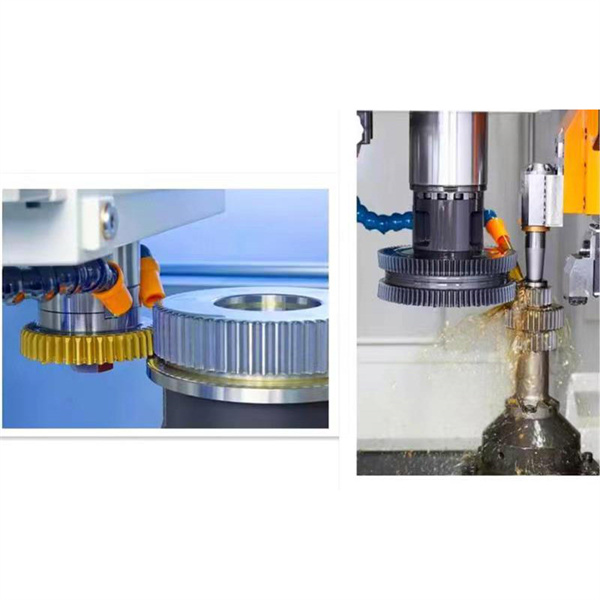
厂这类方式 加工齿轮精密度较高,是现阶段传动齿轮加工的关键方式 。范成法类型许多,有插齿、滚齿、剃齿、磨齿等,在其中常见的是插齿和滚齿,剃齿和磨齿则用以精密度和光滑度规定较高的场所。 齿轮齿条车刀的样子和齿轮类似,其变位系数和齿轮压力角与被加工。




