




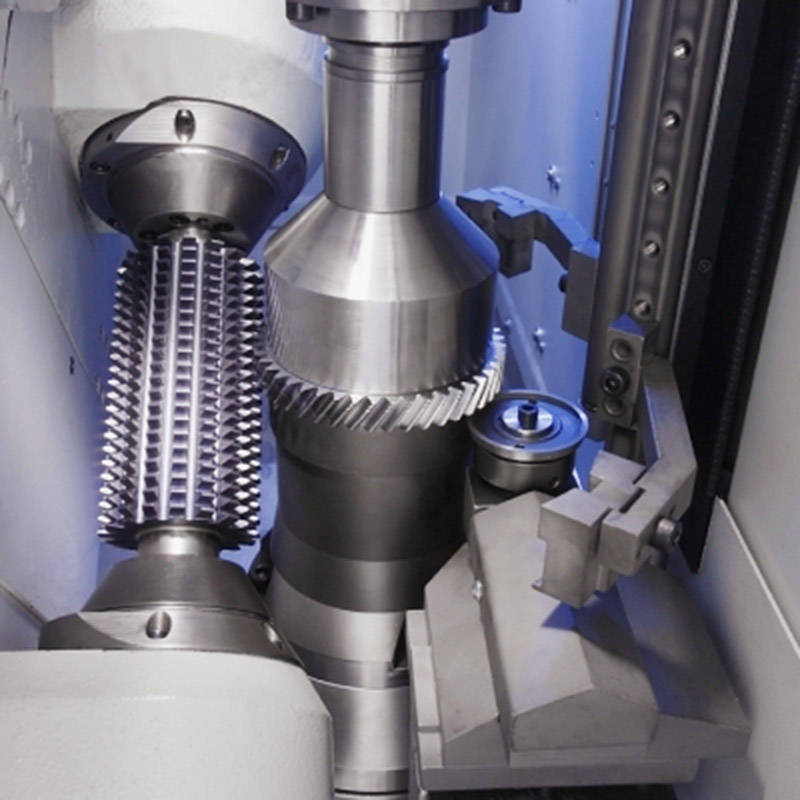
采取拉削方式加工回转体外表面时,拉刀工作原理加工时,工件固定在夹具上随主轴1起高速旋转,拉刀沿工件圆周切线方向作直线进给运动。拉刀的每一个刀齿都可看做1把切向成形车刀。键槽拉刀称由于拉刀各刀齿的切削刃与拉刀支持平面的距离各不相同,当各刀齿顺次切入工件时,从切削刃到工件轴线的最小距离也逐齿变化,从而决定了各刀齿切除金属层的厚度。拉刀可在1次工作行程中完成粗、半精和精加工,且每加工阶段可安排不同的加工余量。 由于工件的径向尺寸由刀具安装位置决定,与进给运动的时间无关,因此加工精度易于保证
般磨损量VB超过0.3mm 时需重磨。重磨时,一般在专用磨床上进行,如M6110型拉刀刃磨机床,对于较为短小的拉刀,也可在万能工具磨床用碟形砂轮沿前刀面进行刃磨。刃磨时应保持拉刀设计前角不变和达到预定的表面质量要求。用弧线球面砂轮刃磨拉刀前刀面,是广泛采用的刃磨圆孔拉刀的方法,所示。碟形砂轮与拉刀绕各自的轴线转动,并使砂轮的周边与前刀面上的m点接触,m点为前刀面与槽底圆弧的切点。
厂倒圆角滚刀归属于硬质合金刀具滚刀,生产制造精度能做到AAA级,归属于国家标准滚刀,刀坯选用碳素钢或不锈钢板切削而成,并于刀刃上电焊焊接硬质合金刀具,常见的硬质合金刀具材料有YG8.YG15.YG20.WC92.WC93.EC60.EC80.S4等,用以对于不一样的金属料条切粒。

厂不会再应用传动带齿轮传动系统副,进而完成车床主轴系统软件的“零传动系统”,插电后叶轮立即推动主轴轴承运行。 因为高速电主轴是快速高精密元器件,维护保养是很有必要的。矩形框花键轴滚刀的头颈和各自建在头颈两边的锥柄和齿部,锥柄与头颈的一端一体成形联接,齿部与头颈的另一端可拆式联接;在头颈的另一端配有转动轴,转动轴沿头颈的径向突显拓宽,转动轴包含先后联接的支撑点段和外螺纹段,在外螺纹段上设定有防松螺母;




